Introduction: When Manufacturing Becomes a Design Constraint
SiC CMCs have garnered significant attention due to their unparalleled combination of properties:
- Lightweight and high strength: Density is significantly lower than metals, yet specific strength and specific modulus are extremely high.
- Ultra-high temperature resistance: Maintains performance even in oxidizing environments above 1600°C, far exceeding the limits of metallic alloys.
- Thermal shock resistance: Excellent resistance to rapid temperature changes.
- Corrosion and wear resistance: Excellent resistance to acids, alkalis, and molten metals.
These properties make them ideal for critical applications such as hot-end components of aerospace engines, cladding materials for nuclear reactors, leading edges of hypersonic vehicles, and high-performance brake discs.
For decades, silicon carbide ceramic matrix composites (SiC CMCs) have been limited less by material performance and more by manufacturing logic.
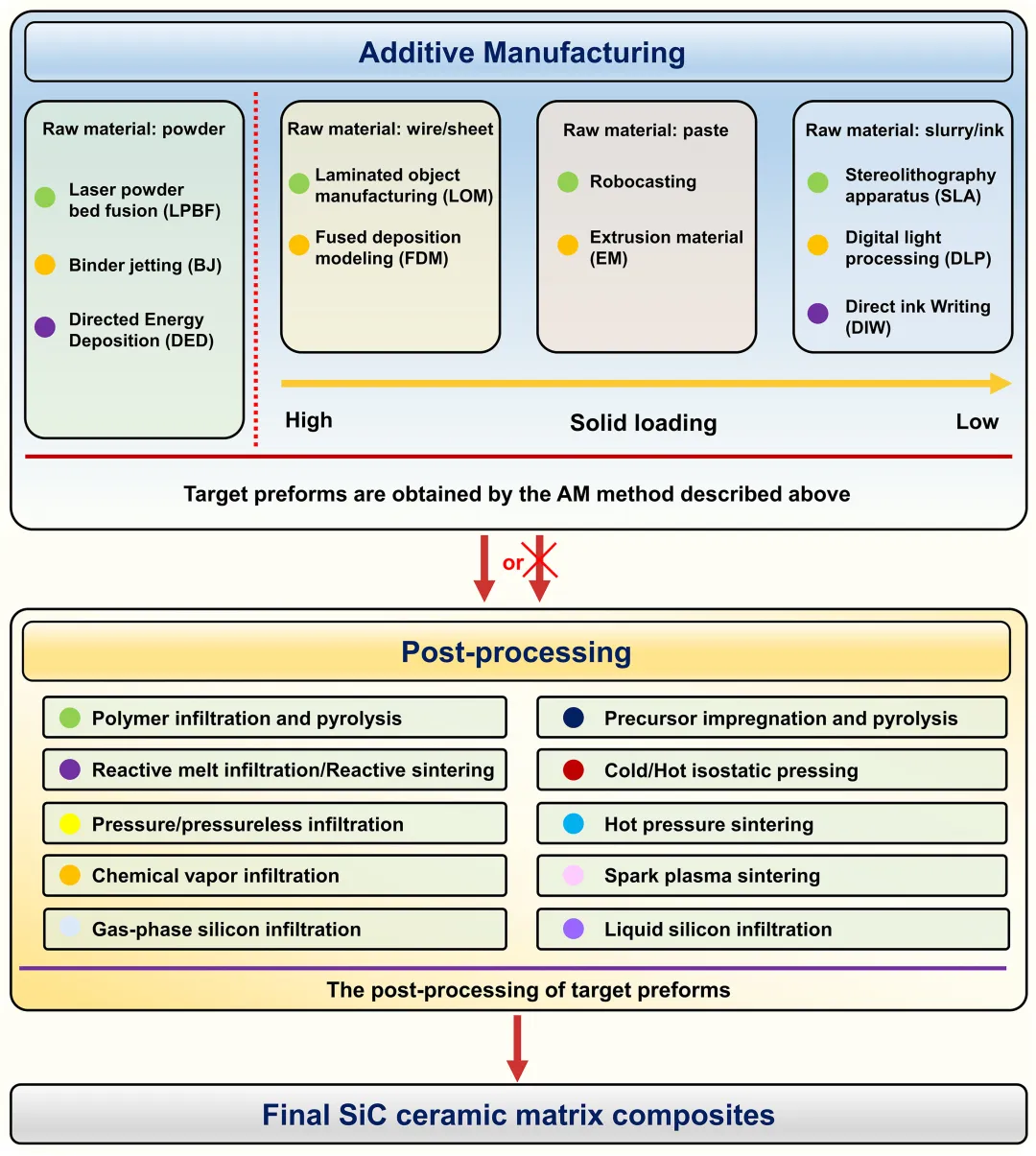
Traditional processes such as chemical vapor infiltration (CVI), polymer infiltration and pyrolysis (PIP), and reactive melt infiltration (RMI) rely heavily on molds, fiber preforms, and post-machining allowances. As a result, geometry is not directly designed—it is indirectly constrained by tooling and process feasibility.
This creates a structural bottleneck: design freedom is always downstream of manufacturing constraints.
Additive manufacturing (3D printing) reverses this hierarchy. By building materials layer by layer from digital models, geometry becomes a programmable input rather than a tooling outcome. In SiC CMC systems, this shift affects not only external shape, but also how porosity networks, fiber architectures, and transport pathways are initially established.
Performance is therefore no longer purely a material property—it emerges from the interaction between printed architecture and subsequent densification processes.

Beyond Shape Complexity: Why 3D Printing Matters for SiC CMCs
The impact of additive manufacturing in SiC CMCs is often misunderstood as geometric freedom. In reality, its deeper value lies in controlling internal architecture before material transformation begins.
Key functional behaviors—crack deflection, thermal transport, fatigue resistance—are governed by microstructural features such as fiber–matrix interfaces, pore connectivity, and defect distribution. These are traditionally locked during preform fabrication and infiltration.
3D printing introduces a different paradigm. Internal architecture is no longer an outcome of processing physics, but a design input defined in the digital stage.
This establishes a two-stage framework:
printed architecture → densification-driven microstructural evolution
Within this framework, geometry and material formation become sequentially coupled rather than independently defined.
Printed Green Bodies: The Real Starting Point of SiC CMCs
In all ceramic additive manufacturing routes, the printed part is not a final material state but a green body—a porous and mechanically fragile intermediate structure.
At this stage, porosity is high and anisotropic, and mechanical and thermal properties do not reflect final performance. However, this structure is not a limitation; it is the governing template for all later transformations.
During densification, pore topology defines how transport and reaction processes evolve. In diffusion-controlled CVI systems, connectivity governs mass transport. In PIP, infiltration behavior depends on local accessibility and capillary pathways. In RMI, reaction fronts evolve according to spatial carbon–silicon contact conditions.
Rather than producing final SiC CMCs directly, additive manufacturing defines the boundary conditions for microstructural evolution.
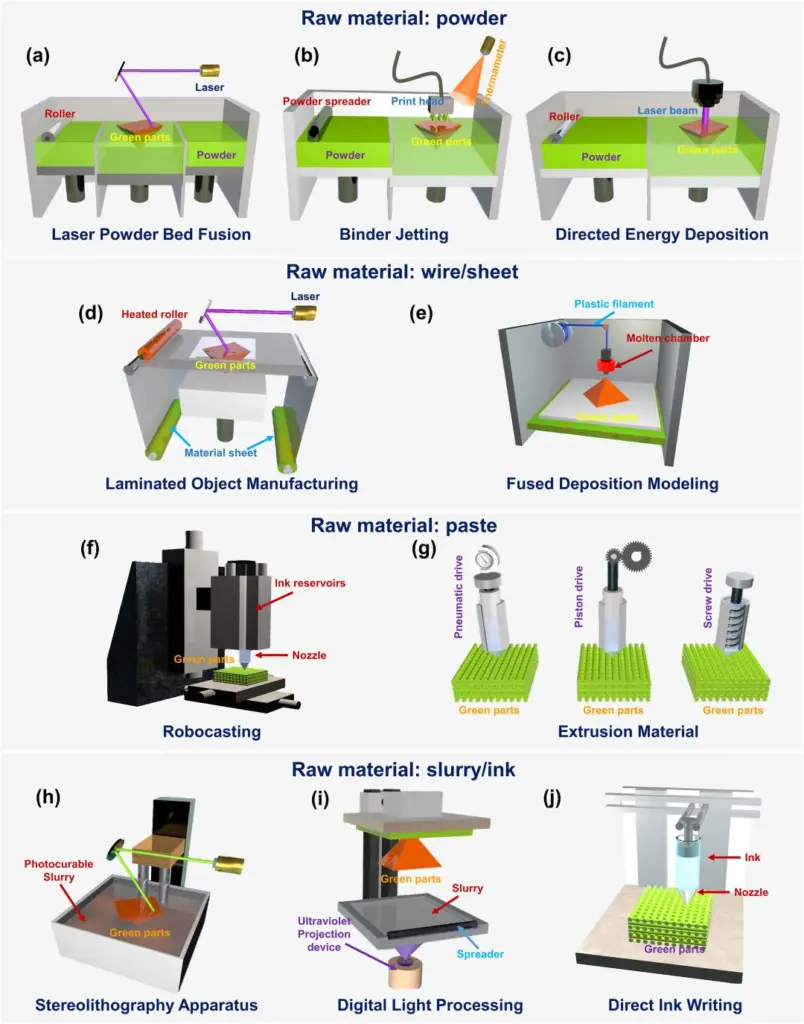
Powder and Energy-Based Printing: Defects as Functional Features
Powder-bed and energy-driven processes such as laser powder bed fusion (LPBF) and binder jetting enable high geometric resolution but introduce thermally driven defect structures.
Because SiC cannot be directly processed through conventional melting routes, these methods rely on indirect consolidation or reactive systems. Thermal gradients, incomplete binder removal, and partial sintering generate pore networks that are not random but process-imprinted.
These defect structures persist into later stages and influence crack initiation, oxidation penetration, and local thermal conductivity degradation.
In SiC CMCs, defects are therefore not simply manufacturing imperfections—they are embedded features that influence failure evolution.
Extrusion and Lamination Systems: Preserving Structural Continuity
Extrusion-based (FDM) and lamination-based (LOM) processes define structure through deposition paths rather than localized energy input.
These methods are particularly relevant for fiber-reinforced ceramic architectures, where continuity plays a dominant role in mechanical performance.
However, the critical challenge shifts from geometry creation to structural preservation during thermal transformation. Polymer burnout, fiber–matrix debonding, and interlayer stress evolution during pyrolysis directly influence crack propagation behavior and fatigue stability.
In this context, additive manufacturing becomes a tool for controlling structural continuity across processing stages rather than simply shaping geometry.
Ink and Photopolymer-Based Systems: Architecture as a Design Variable
Direct ink writing (DIW) and photopolymer-based processes (SLA/DLP) provide the highest level of control over internal architecture in SiC ceramic additive manufacturing.
DIW enables the fabrication of architected lattices, including cellular structures and triply periodic minimal surfaces (TPMS), where porosity and connectivity are explicitly engineered. These architectures directly influence anisotropic thermal conductivity and mechanical response.
SLA and DLP extend this control to finer spatial scales, enabling precise definition of micro-channels, surface morphology, and graded density regions.
In both cases, porosity shifts from a processing artifact to a design variable governing functional behavior, particularly in thermal management applications where solid-phase connectivity dominates heat transfer.
Densification: From Printed Geometry to Ceramic Microstructure
Functional SiC CMC properties are established only after densification through processes such as CVI, PIP, RMI, or HIP.
However, densification is not simply a pore-filling step. It reconstructs the printed architecture into a final microstructure through transport- and reaction-controlled mechanisms.
The outcome is strongly dependent on the initial printed topology. CVI follows diffusion pathways defined by connectivity, PIP responds to capillary-driven infiltration networks, and RMI evolves according to reaction front accessibility.
Thus, densification should be understood as a structure-dependent transformation regime rather than a finishing process.
Performance as an Emergent Property of Process History
In additively manufactured SiC CMCs, performance is not intrinsic but emergent.
Thermal conductivity depends on pore connectivity, phase continuity, and interlayer bonding. Crack propagation is influenced by interface orientation and defect clustering. Fatigue resistance under thermal cycling reflects accumulated residual stress and microstructural evolution across multiple processing stages.
Material behavior is therefore distributed across the entire manufacturing history rather than determined by composition alone.
System-Level Shift: From Material Selection to Process Design
Additive manufacturing collapses the traditional separation between design, processing, and material.
Geometry, porosity, and microstructure become coupled variables within a unified design space. This enables a shift from material-constrained manufacturing to manufacturing-informed material design.
In this framework, performance is no longer selected from databases—it is encoded through process architecture.
Conclusion: Additive Manufacturing as a Structural Initialization System
Additive manufacturing does not replace conventional SiC CMC processing routes. Instead, it introduces a structural initialization layer that defines the starting conditions for all subsequent microstructural evolution.
For aerospace propulsion, hypersonic systems, and advanced energy applications, this represents a fundamental change in how ceramic composites are designed and engineered.
The future of SiC CMCs will depend not only on improvements in chemistry or densification efficiency, but on the ability to encode functional architecture before material formation begins.
In this sense, 3D printing is not simply a fabrication method.
It is a pre-material engineering system.
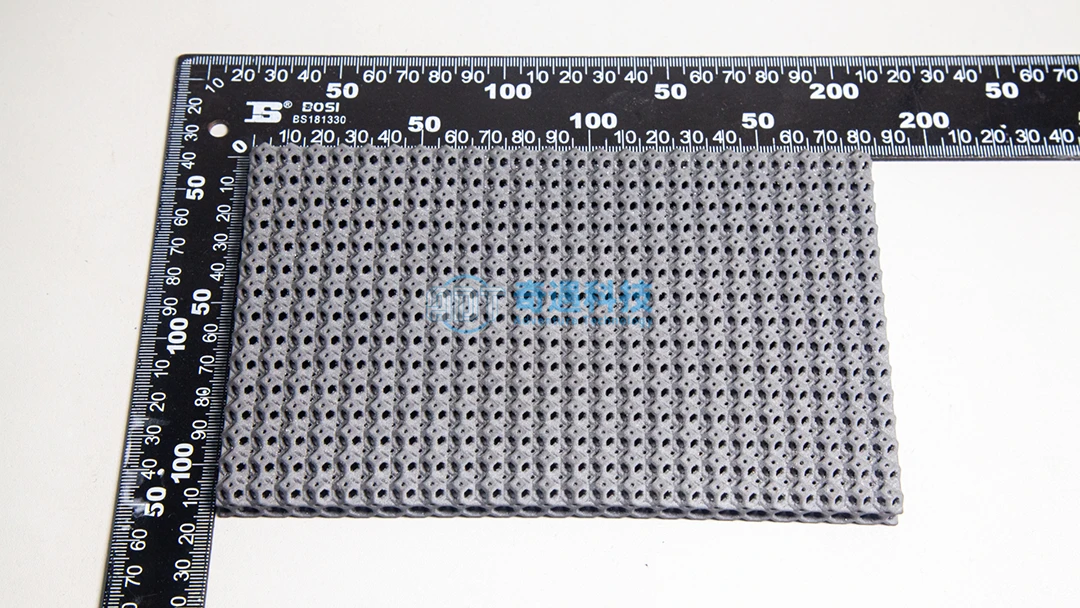
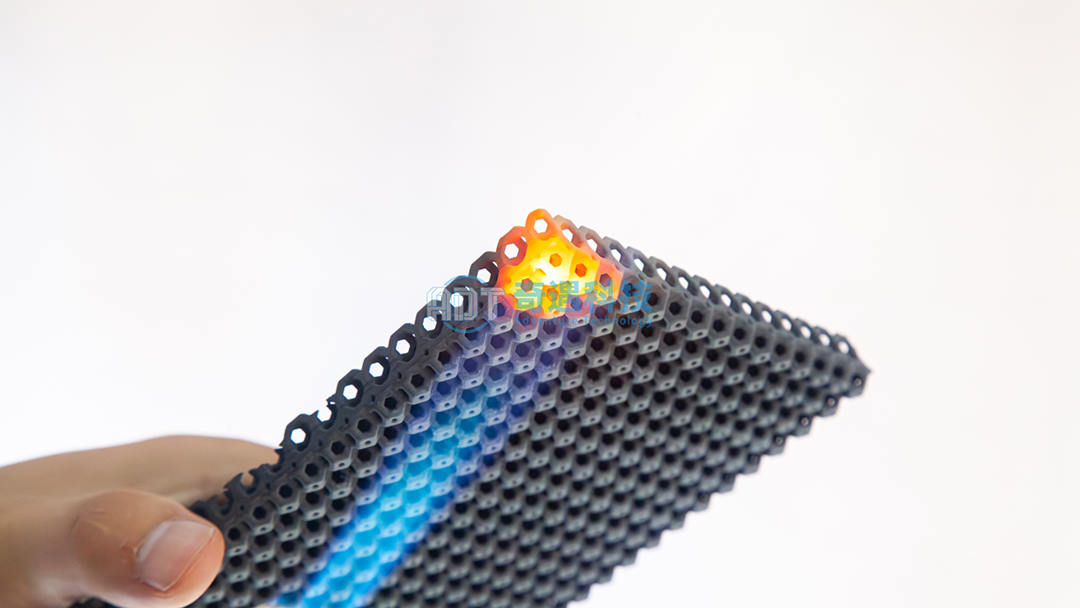
Finally, we demonstrate the silicon carbide thermal radiation panel fabricated using a DLP printer.
Looking for a professional SiC ceramic 3D printing solution?
ADT provides:
DLP ceramic 3D printers
Silicon carbide printing materials
Ceramic 3D printing services
Contact us to discuss your application.
More articles
Alumina BCC Lattice Ceramic 3D Printing Case Study for Aerospace Research
DIW Ceramic 3D Printing Enables Near-Net-Shape Silicon Nitride Implants with <1% Shrinkage
Oxygen Inhibition in DLP Ceramic 3D Printing: Turning a Printing “Defect” into a Sub-500 μm Precision Advantage