What if one of the most frustrating defects in DLP ceramic 3D printing was actually the key to achieving higher precision?
For years, engineers working on ceramic additive manufacturing have treated oxygen inhibition as a problem to eliminate. It weakens layer bonding, destabilizes curing, and introduces uncertainty into photopolymerization processes.
But a recent breakthrough study published in the Journal of the European Ceramic Society challenges this assumption completely.
Instead of fighting oxygen inhibition, researchers discovered that it can be engineered into a precision control tool—capable of dramatically improving micro-scale accuracy in calcium phosphate (CaP) ceramic scaffolds, especially when feature sizes drop below 500 μm.
For advanced manufacturers such as ADT Ceramic 3D Printing, this shift is more than academic. It points directly to a new generation of high-precision ceramic 3D printing systems for biomedical and industrial applications.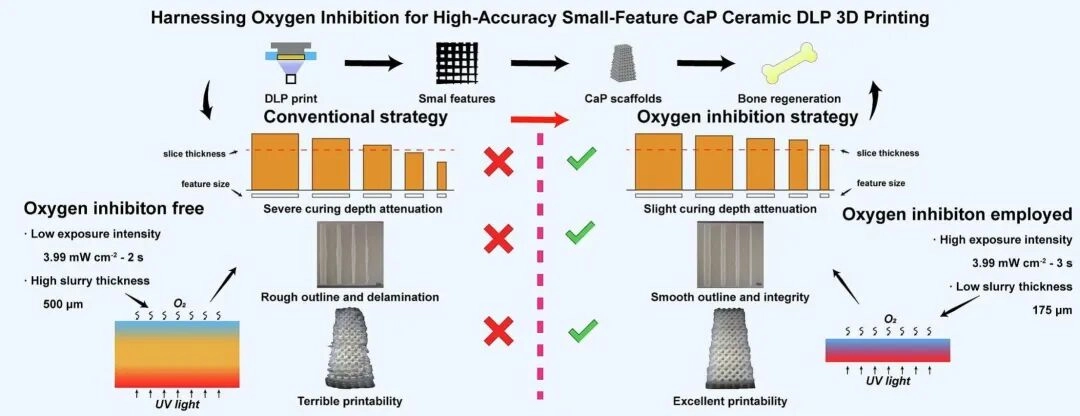
When DLP Ceramic Printing Breaks Down: The Sub-500 μm Problem
At first glance, DLP 3D printing seems ideal for fabricating complex ceramic structures. It offers high resolution, smooth surfaces, and layer-by-layer digital control.
However, once engineers attempt to push into true micro-scale geometries—especially below 500 microns—the system begins to fail in a very specific way.
Thin ceramic struts become thicker than designed. Fine pores begin to close. Internal channels lose their geometry entirely after sintering. In extreme cases, dimensional deviation can reach 40% to 200%.
The root cause is not mechanical instability—it is optical physics inside ceramic-loaded photopolymer resins.
UV light scattering from ceramic particles disrupts energy distribution. Instead of curing exactly where light is projected, polymerization spreads laterally and vertically beyond the intended boundary. The result is a loss of geometric control that fundamentally limits ceramic DLP printing resolution.
This has long been considered a hard ceiling in ceramic additive manufacturing.
The Unexpected Variable: Oxygen Inhibition Was Never the Enemy
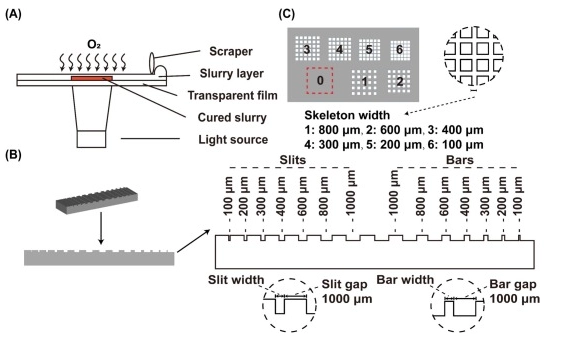
Inside every bottom-up DLP ceramic printing system, oxygen is constantly diffusing into the resin surface.
This oxygen reacts with free radicals generated during UV exposure, slowing or completely suppressing polymerization at the interface. The result is a thin oxygen-inhibited layer.
Traditionally, this layer is seen as harmful because it reduces interlayer bonding strength and destabilizes curing.
But here is the critical insight:
What if this “unstable layer” is actually a natural micro-scale boundary control system?
Researchers led by Zhu Xiangdong demonstrated exactly that.
By carefully controlling resin thickness and exposure conditions, oxygen inhibition can be transformed from a defect into a geometric constraint mechanism that limits over-curing in DLP ceramic additive manufacturing.
Why Micro-Features Fail: It Is Not a Resolution Problem
The real breakthrough in this study is the realization that sub-500 μm failure in ceramic 3D printing is not simply a resolution issue.
It is a curing diffusion problem.
In ceramic-loaded resins, UV light already behaves unpredictably due to scattering. When oxygen inhibition is added into the system, it introduces a competing reaction barrier that suppresses radical propagation at the curing edge.
Instead of allowing polymerization to “bleed outward,” oxygen creates a controlled inhibition zone that acts like a microscopic shield around fine features.
This means the final printed geometry is no longer defined only by light exposure patterns—but by the interaction between photopolymer chemistry, oxygen diffusion, and ceramic scattering behavior.
In short, DLP ceramic printing accuracy becomes a multi-physics problem rather than a purely optical one.
The Trade-Off That Almost Breaks the Process
Of course, this improvement does not come for free.
While oxygen inhibition improves geometric accuracy in ceramic scaffold printing, it also reduces the degree of polymer conversion at layer interfaces.
This creates a serious engineering contradiction:
- Better precision leads to weaker interlayer bonding
- Stronger bonding typically requires higher exposure, which worsens over-curing
If left unresolved, this trade-off would make the process unusable for structural ceramic additive manufacturing components.
The Engineering Solution: Balancing Chemistry and Exposure Energy
The researchers solved this contradiction by treating exposure as a compensating variable rather than a fixed parameter.
Under stronger oxygen inhibition conditions, they increased UV exposure intensity to restore polymer conversion at constrained interfaces. This allowed sufficient crosslinking while preserving the geometric benefits of oxygen-controlled curing boundaries.
This is a critical shift in DLP ceramic printing process optimization:
Instead of asking “how do we eliminate oxygen?”, the correct question becomes:
“How do we balance oxygen inhibition with exposure energy to control geometry and strength simultaneously?”
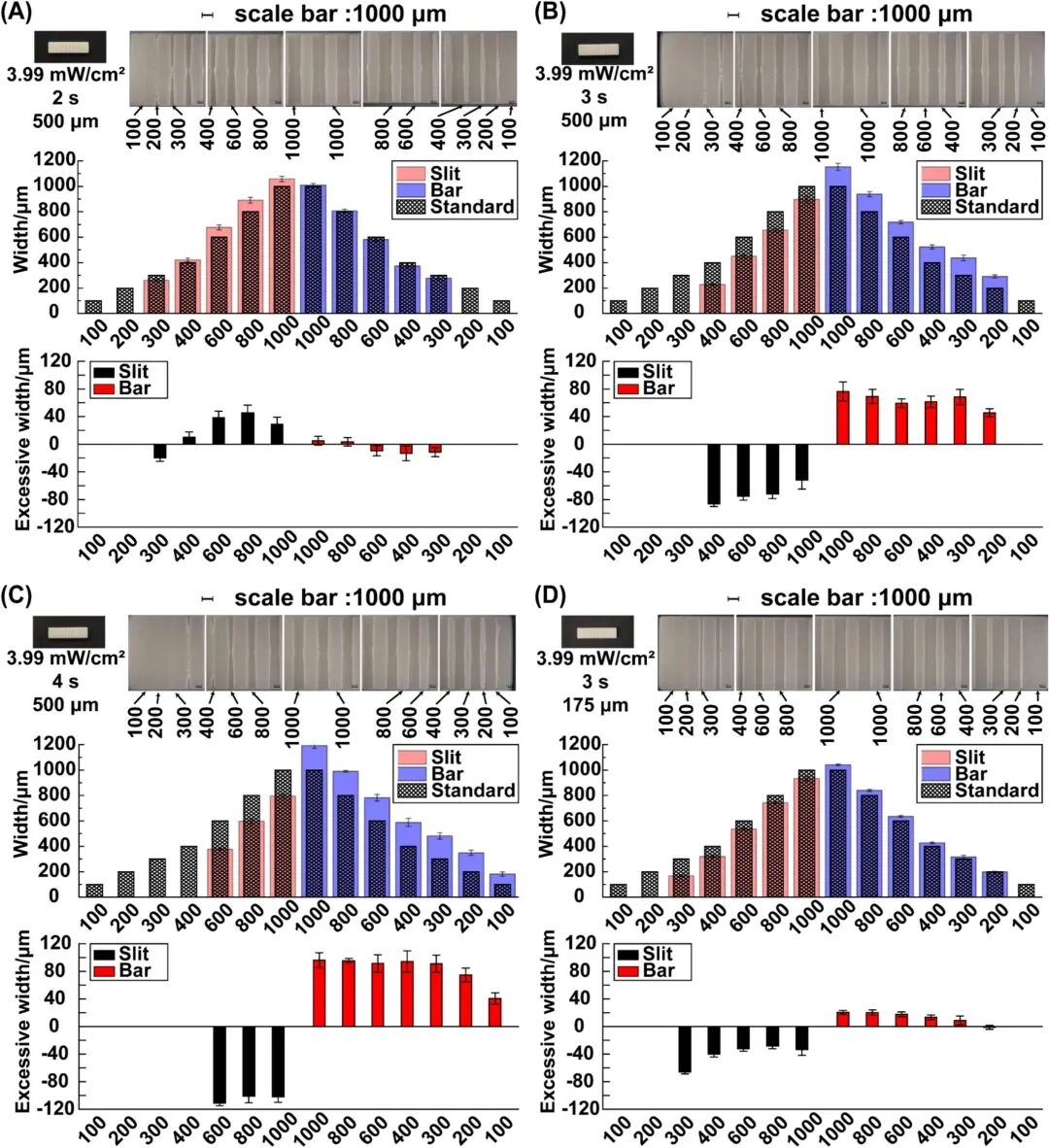
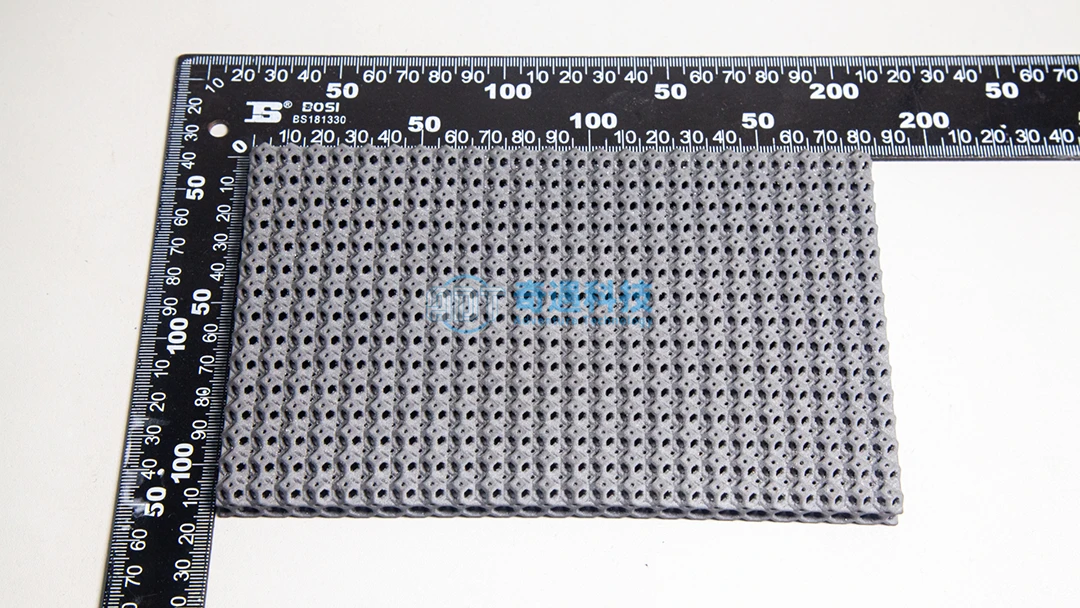
The Result: 140 μm Precision in Ceramic Scaffold Fabrication
After systematic optimization, the process achieved a stable fabrication window for calcium phosphate ceramic scaffolds:
- Resin layer thickness: ~175 μm
- Exposure intensity: ~3.99 mW/cm²
- Exposure time: ~3 seconds
- Minimum strut size: ~140 μm
- Minimum pore size: ~160 μm
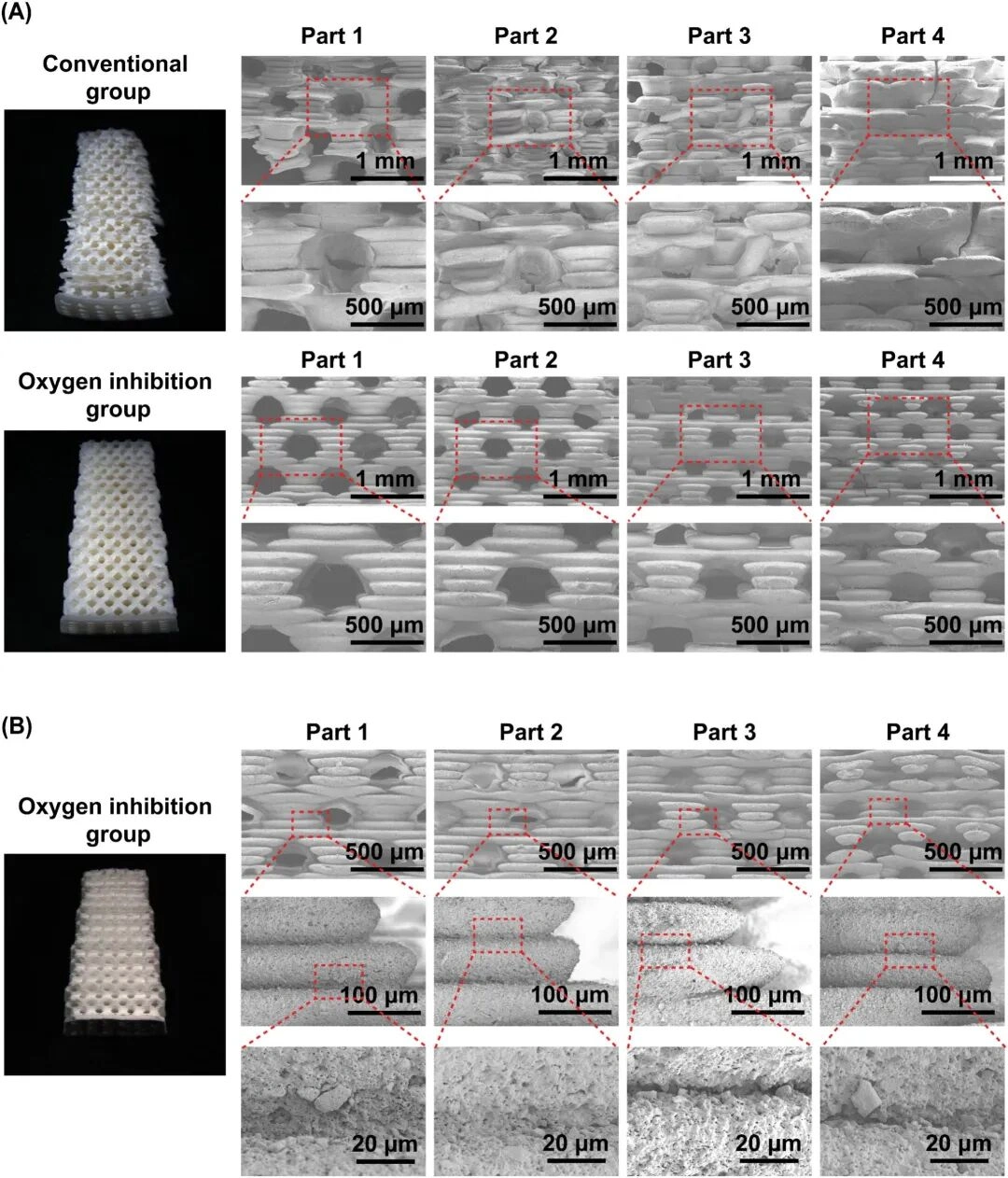
What makes this result significant is not just the number itself, but its stability after sintering. The structures maintained their integrity without collapse or severe deformation, proving that the geometry control is fundamentally robust.
For biomedical ceramic 3D printing, this level of precision directly impacts:
- Bone cell infiltration pathways
- Nutrient diffusion behavior
- Mechanical load distribution
- Long-term implant integration performance
For industrial players such as ADT Ceramic 3D Printing, this demonstrates a viable route toward scalable production of high-precision ceramic scaffolds.
Why This Matters for the Future of Ceramic Additive Manufacturing
The deeper significance of this work is not the 140 μm resolution itself—it is the change in design philosophy for DLP ceramic 3D printing systems.
For decades, process optimization has focused on eliminating instability: oxygen, scattering, diffusion effects were all treated as noise.
This study shows a different approach:
Instability can be engineered into a functional control parameter.
This opens the door to:
- Predictive models of curing behavior in ceramic slurries
- AI-driven optimization of DLP ceramic printing parameters
- Multi-scale scaffold design in biomedical ceramics
- More reliable industrial ceramic additive manufacturing workflows
Conclusion: When a “Defect” Becomes a Manufacturing Tool
Oxygen inhibition was once considered one of the fundamental limitations in DLP ceramic 3D printing.
This research shows it can be something very different:
A controllable physical mechanism that improves micro-scale precision in ceramic additive manufacturing.
By leveraging this effect, researchers successfully fabricated high-fidelity calcium phosphate ceramic scaffolds with features down to ~140 μm, opening new possibilities for bone regeneration, biomedical implants, and functional microstructured ceramics.
For the future of the industry—and for companies like ADT Ceramic 3D Printing—the message is clear:
In advanced ceramic 3D printing, the next breakthrough will not come from simply increasing resolution. It will come from understanding and engineering the physics that were once considered defects.
Original research:
Cao, Q., et al. (2026).
A novel oxygen inhibition strategy for improving the printability of small-size features in DLP-printed CaP ceramic scaffolds.
Materials & Design, 265, 115999.
https://doi.org/10.1016/j.matdes.2026.115999
More articles
Alumina BCC Lattice Ceramic 3D Printing Case Study for Aerospace Research
DIW Ceramic 3D Printing Enables Near-Net-Shape Silicon Nitride Implants with <1% Shrinkage
Oxygen Inhibition in DLP Ceramic 3D Printing: Turning a Printing “Defect” into a Sub-500 μm Precision Advantage