DLP Ceramic 3D Printing for Aerospace-Grade Alumina Lattice Structures
In modern aerospace materials engineering, the demand for ultra-lightweight yet thermally stable structures is accelerating the adoption of DLP ceramic 3D printing as a core manufacturing technology. Unlike traditional subtractive or mold-based processes, which are fundamentally constrained by tool accessibility and demolding limitations, ceramic additive manufacturing enables the direct fabrication of highly complex lattice geometries with micron-level design fidelity.
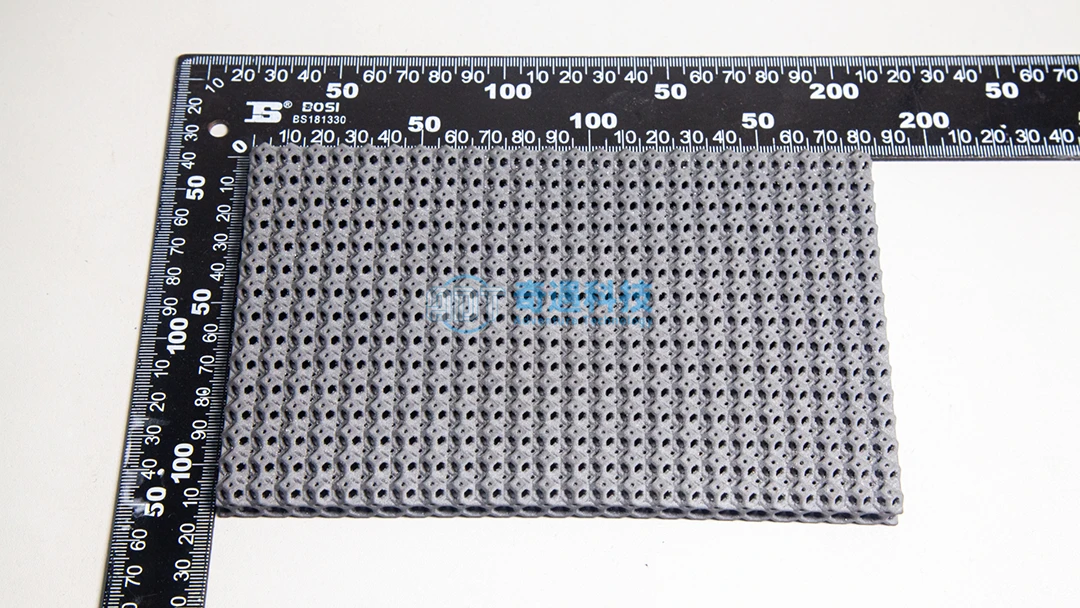
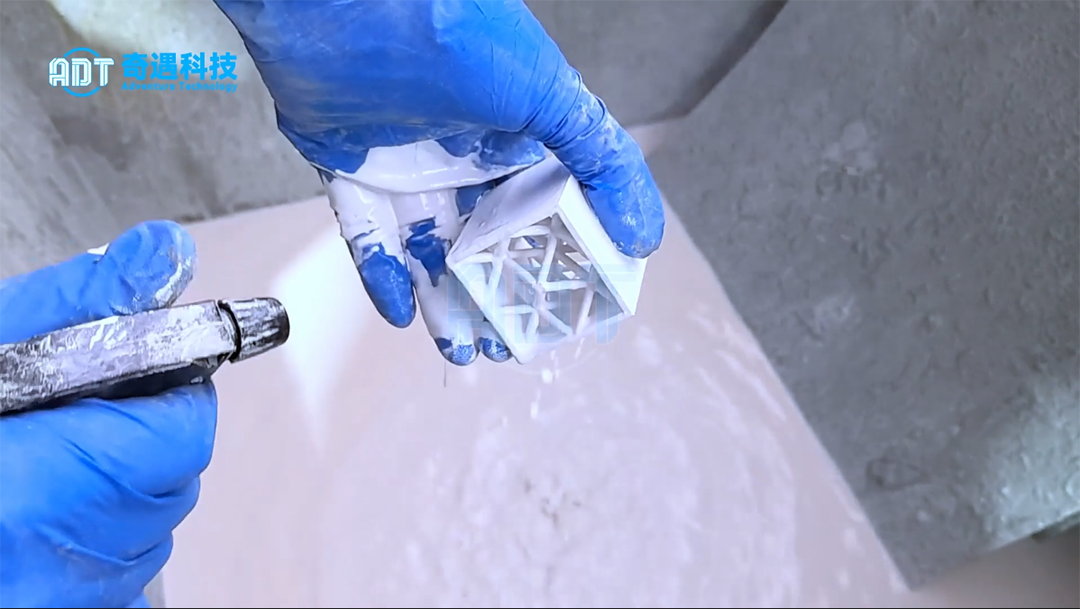
In this case study, we collaborated with an aerospace research institution to manufacture alumina (Al₂O₃) BCC lattice structures for structural mechanics evaluation and lightweight topology optimization studies. The objective was not only geometric realization, but also ensuring that the printed and sintered components could maintain dimensional stability under controlled thermal processing conditions typical of engineering ceramics.
The printed structures were designed with characteristic lattice parameters including a relative density range of approximately 15–35%, strut diameters in the sub-millimeter to millimeter scale, and controlled porosity distribution optimized for mechanical and thermal research applications.
Alumina Ceramic (Al₂O₃) Material Properties for Aerospace Applications
Why High-Purity Alumina Ceramic Is a Standard in Extreme Engineering Environments
The material used in this project was high-purity alumina ceramic (Al₂O₃ ≥ 99.5%), selected for its exceptional combination of thermal, mechanical, and chemical stability. Alumina exhibits a melting point above 2000°C, high Vickers hardness (typically 15–20 GPa depending on density), excellent dielectric insulation, and long-term resistance to oxidation and corrosion.
In aerospace and high-temperature engineering applications, alumina is widely used in environments where continuous exposure to elevated temperatures (800–1500°C range in service conditions) and mechanical stress is expected. When structured into a lattice configuration, its specific strength-to-weight ratio becomes particularly relevant for thermal shielding systems, lightweight structural cores, and experimental energy absorption components.
Typical post-sintering linear shrinkage in DLP alumina systems ranges from 15% to 22%, depending on slurry formulation and solid loading, which must be compensated during digital design to ensure final dimensional accuracy.
Engineering Complexity of BCC Lattice Structures in Ceramic Manufacturing
Structural Topology Challenges in BCC (Body-Centered Cubic) Lattices
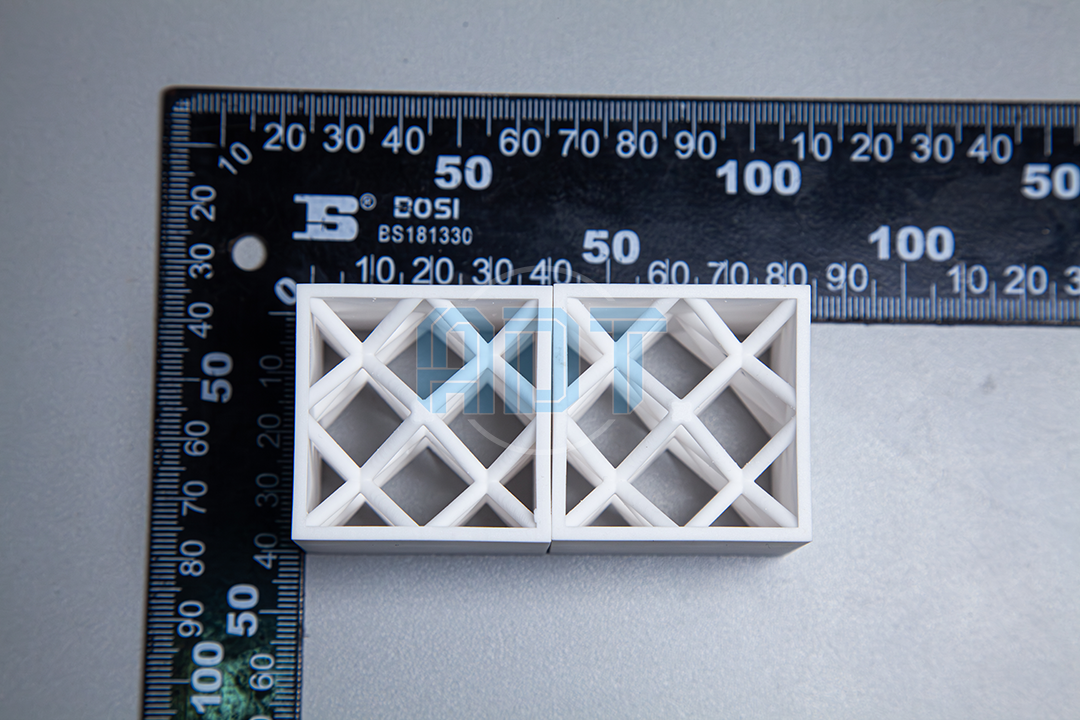
The BCC lattice structure is widely used in topology optimization and computational materials design due to its efficient load distribution characteristics and isotropic mechanical response. However, from a manufacturing perspective, it introduces significant challenges due to its interconnected diagonal struts, internal node convergence points, and high aspect-ratio features.
In conventional CNC machining, tool access limitations make it impossible to fabricate internal lattice networks without assembly-based segmentation. Similarly, injection molding suffers from demolding constraints, high tooling cost, and low design iteration flexibility, making it unsuitable for research-driven lattice development cycles.
For ceramic systems, the challenge is further amplified by the brittle nature of alumina in its green state, where critical feature sizes below ~300–500 μm significantly increase the risk of deformation or fracture during handling and thermal processing.
Advantages of DLP Ceramic Additive Manufacturing for Lattice Structures
High-Resolution Fabrication of Ceramic Micro-Architectures
DLP ceramic 3D printing utilizes digital light projection systems with typical XY resolutions in the range of 30–50 μm, enabling precise control over micro-scale geometries. Layer thickness is typically controlled between 25–50 μm depending on structural complexity and surface quality requirements.
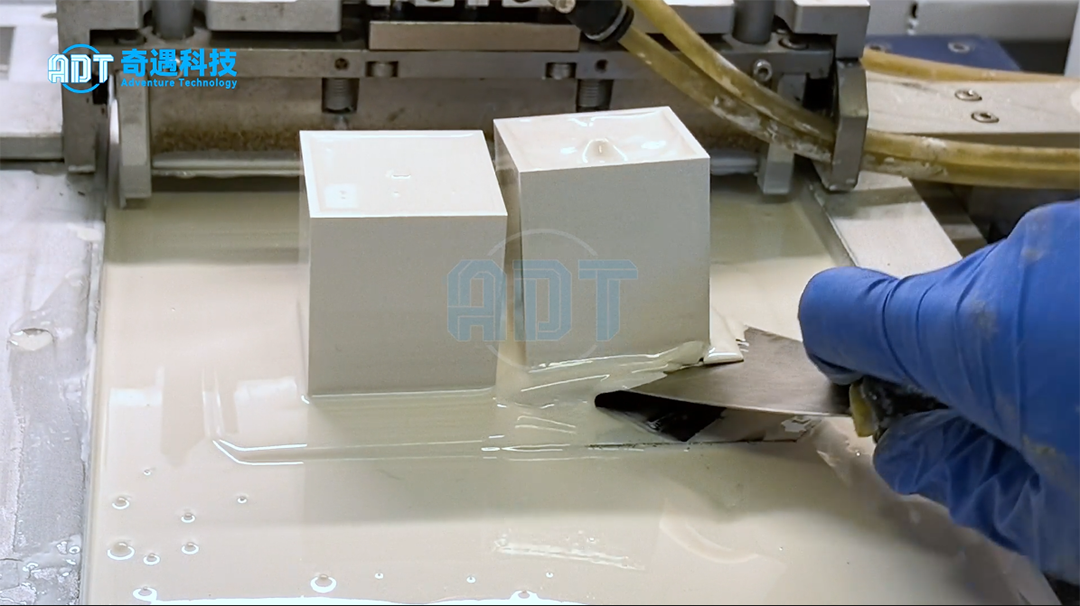
In this project, this precision allowed the fabrication of continuous BCC lattice struts with consistent cross-sectional geometry, stable node connectivity, and controlled surface roughness prior to sintering. The green body integrity was sufficient to withstand subsequent debinding without structural collapse, which is a critical success factor in ceramic additive manufacturing.
H3: Design Flexibility and Rapid Iteration for Research Applications
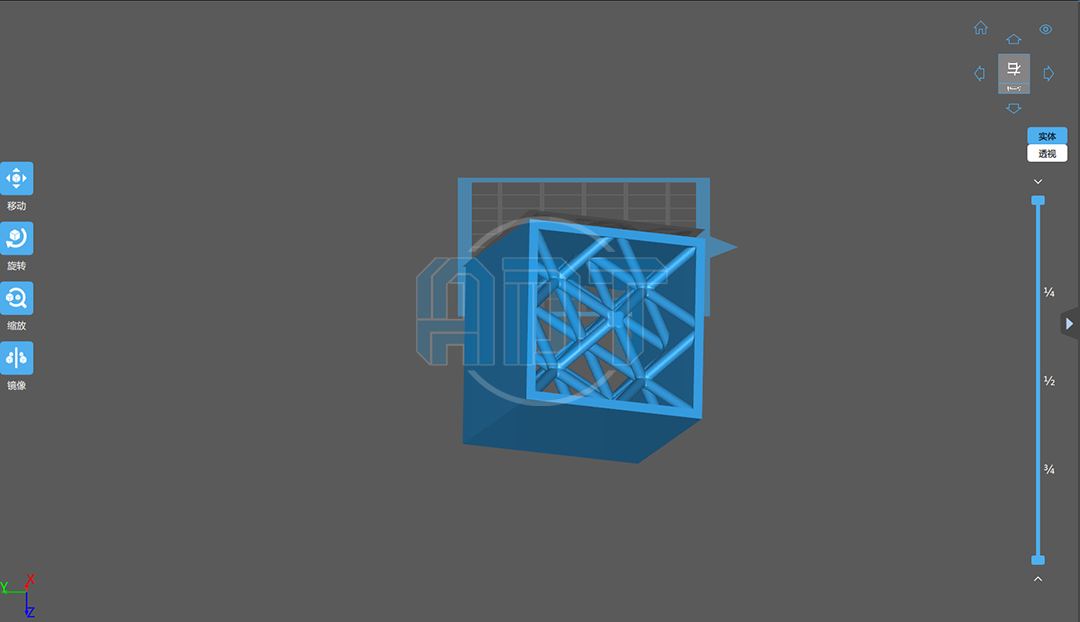
For aerospace research institutions, the ability to iterate design parameters such as unit cell size, porosity ratio, and strut thickness is more valuable than production scalability. DLP ceramic additive manufacturing eliminates tooling constraints and enables direct CAD-to-part workflows, significantly reducing development cycles.
This allows researchers to validate computational models such as finite element analysis (FEA) results against physical prototypes within days rather than weeks or months, improving the efficiency of materials development pipelines.
H2: Ceramic Sintering Behavior and Process Risk Control
In ceramic additive manufacturing, printing is only the first half of the process. The most critical engineering risk lies in the debinding and sintering stages, where alumina transitions from a polymer-bound green state to a fully dense ceramic structure.
During this phase, material systems typically undergo volumetric shrinkage of 15–22%, along with thermal gradients that can induce differential stress accumulation. For lattice structures with high surface-area-to-volume ratios, these effects are significantly amplified.
Without proper process control, common failure modes include micro-cracking at node intersections, strut warping due to uneven densification, and partial collapse in unsupported internal regions.
Final sintering was conducted in the range of approximately 1500–1600°C for alumina densification, depending on target density requirements. This controlled approach significantly reduced defect formation and ensured structural continuity across the entire lattice network.
H2: Applications of Ceramic Lattice Structures in Aerospace and Advanced Engineering
Alumina ceramic lattice structures produced via DLP additive manufacturing are increasingly used in aerospace thermal management systems, lightweight structural cores, and high-temperature experimental platforms. Their tunable porosity allows engineers to optimize thermal conductivity, mechanical stiffness, and energy absorption performance simultaneously.
Beyond aerospace applications, similar structures are being adopted in semiconductor manufacturing for high-temperature fixtures, in biomedical engineering for porous implant scaffolds, and in advanced materials research for validating topology optimization algorithms under real-world manufacturing constraints.

H2: Conclusion: From Digital Design to Functional Ceramic Aerospace Components
This case study demonstrates that DLP ceramic 3D printing is no longer limited to prototyping, but has evolved into a reliable manufacturing pathway for functional engineering ceramics. Through careful control of material formulation, exposure parameters, shrinkage compensation, and sintering profiles, complex geometries such as alumina BCC lattice structures can be transformed from digital models into structurally stable, high-performance ceramic components.
As aerospace materials research continues to push toward extreme lightweighting and high-temperature performance requirements, ceramic additive manufacturing is becoming a critical enabling technology for next-generation engineering systems.
H2: Work With a Professional Ceramic 3D Printing Partner
If you are looking for a reliable solution for DLP ceramic 3D printing, alumina ceramic lattice manufacturing, or aerospace-grade ceramic prototyping, we provide end-to-end support from material selection and structural design optimization to sintering process control and final part validation.
Whether your goal is research validation, topology optimization testing, or advanced ceramic component development, our engineering team can help you translate complex designs into manufacturable ceramic structures with predictable performance.
Contact us today to discuss your project requirements and receive a tailored technical solution for your application.
More articles
Alumina BCC Lattice Ceramic 3D Printing Case Study for Aerospace Research
DIW Ceramic 3D Printing Enables Near-Net-Shape Silicon Nitride Implants with <1% Shrinkage
Oxygen Inhibition in DLP Ceramic 3D Printing: Turning a Printing “Defect” into a Sub-500 μm Precision Advantage