Achieving high 3D printing accuracy in ceramic components is particularly challenging when dealing with open channel design. These features are widely used in fluidics, heat exchangers, catalyst carriers, and microreactors—but often suffer from deformation, blockage, and dimensional deviation.
In advanced ceramic 3D printing optimization, improving dimensional control ceramics requires a deep understanding of both additive manufacturing design and post-processing behavior such as shrinkage and sintering distortion.
This guide explains the root causes of open channel inaccuracies and provides practical strategies to improve precision—based on real industrial experience from ADT Ceramic 3D Printing.
Why Open Channels Are Difficult in Ceramic 3D Printing
Open channels introduce unique geometric and process-related challenges:
- Unsupported spans during printing
- Resin or slurry accumulation
- Non-uniform curing and light scattering
- Sintering shrinkage distortion
These issues directly reduce 3D printing accuracy and lead to poor dimensional control.
Open Channel Design: Geometry Rules for Accuracy
Optimized open channel design is the first step toward improving accuracy.
Key Design Guidelines
- Minimum channel size: Avoid ultra-thin channels below process resolution
- Aspect ratio control: High depth-to-width ratios increase collapse risk
- Smooth transitions: Reduce stress concentration during sintering
- Self-supporting angles: Prevent sagging during printing
Designing for manufacturability is essential in additive manufacturing design, especially for ceramics where shrinkage cannot be avoided.
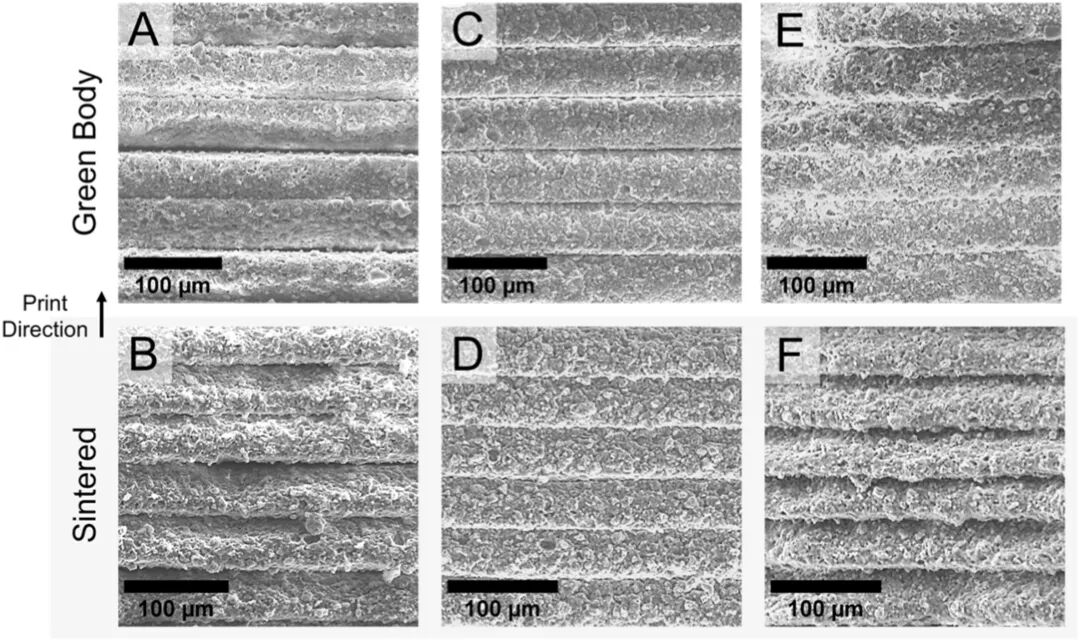
Printing Stage: Light Control and Material Behavior
In DLP-based ceramic printing, accuracy depends heavily on light-material interaction:
- Overexposure causes channel narrowing
- Light scattering reduces edge definition
- Slurry viscosity affects material retention inside channels
To improve 3D printing accuracy, optimization includes:
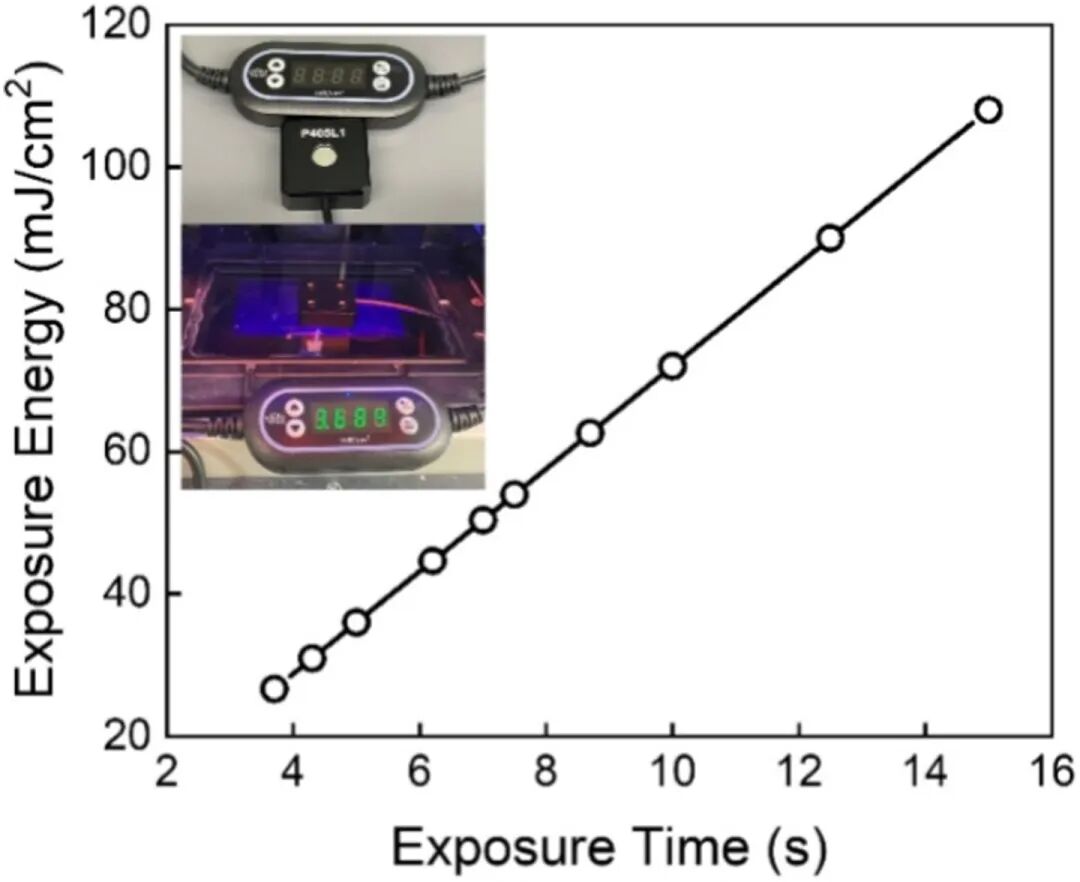
- Precise exposure calibration
- Anti-scattering material formulation
- Controlled layer thickness
At ADT, proprietary slurry systems and exposure algorithms significantly enhance ceramic 3D printing optimization for complex internal structures.
Debinding: Preventing Channel Collapse
During debinding, open channels are highly vulnerable:
- Rapid gas release builds internal pressure
- Thin walls lose mechanical strength
- Channels may deform or collapse
Effective strategies include:
- Slow heating rates
- Multi-stage debinding profiles
- Optimized binder systems
This step is critical for maintaining dimensional control ceramics.
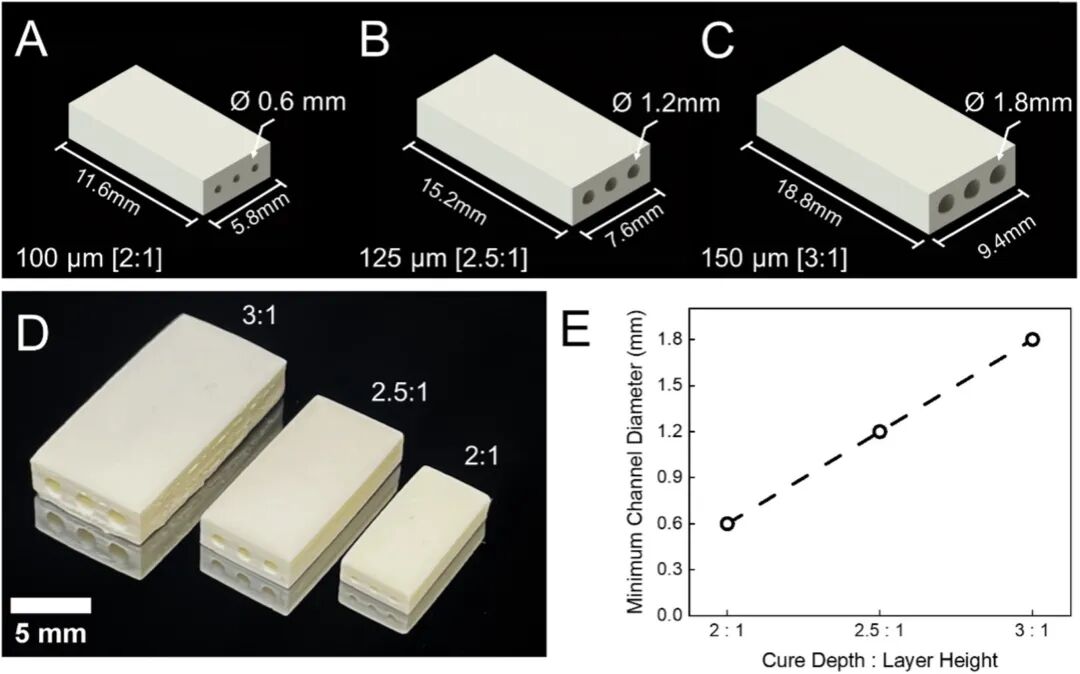
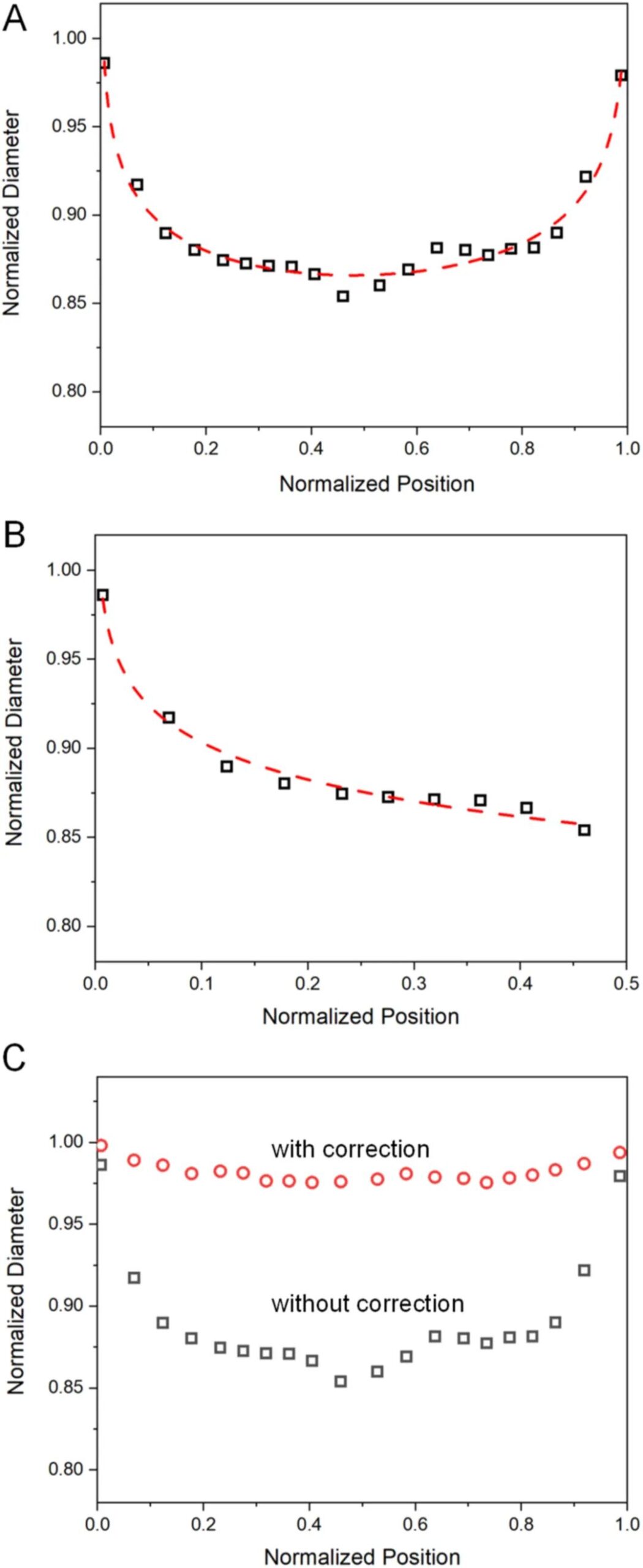
Sintering Shrinkage: The Biggest Source of Inaccuracy
Sintering introduces unavoidable shrinkage (typically 15–30%), which directly impacts open channel geometry:
- Channels become smaller or partially closed
- Non-uniform shrinkage causes distortion
- Internal stress leads to cracking
To achieve better dimensional control ceramics, manufacturers must:
- Apply shrinkage compensation in design
- Use uniform particle distribution
- Optimize sintering curves
ADT uses simulation-driven compensation models to predict and correct shrinkage in complex channel structures.
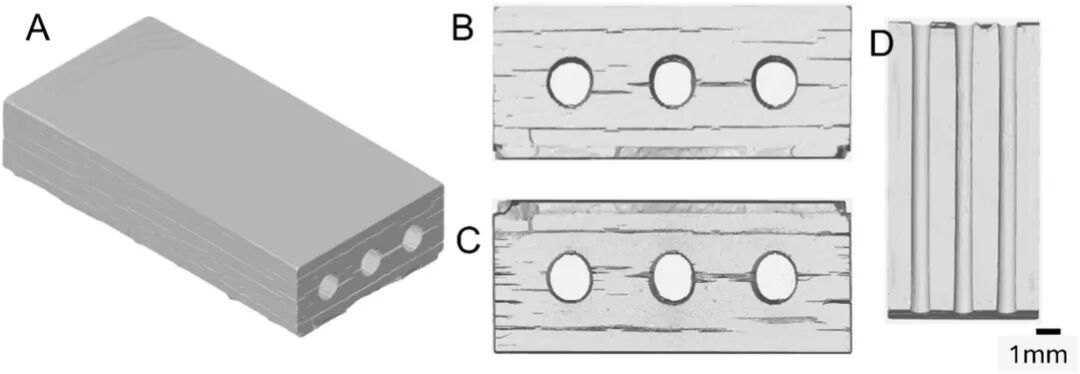
Post-Processing and Inspection
Final accuracy depends on inspection and correction:
- CT scanning for internal channels
- Dimensional measurement and feedback loops
- Iterative design optimization
This closes the loop in ceramic 3D printing optimization.
ADT Solution: High-Precision Open Channel Ceramic Printing
At ADT Ceramic 3D Printing, we provide a full-stack solution for improving open channel accuracy:
- ✔ Advanced DLP ceramic printing systems
- ✔ High-solid-loading slurry for better resolution
- ✔ Optimized debinding and sintering workflows
- ✔ Shrinkage compensation algorithms
Our technology enables reliable production of complex channel structures with superior 3D printing accuracy and stable dimensional control.
Conclusion
Improving open channel accuracy in ceramic 3D printing requires a holistic approach:
- Design optimization
- Printing parameter control
- Debinding and sintering management
By integrating these strategies, manufacturers can significantly enhance ceramic 3D printing optimization and achieve precise, high-performance ceramic components.
AdventureTech (ADT) provides DLP ceramic 3D printing systems, compatible high-solid-loading slurries, and technical support for developing and optimizing such composite bioceramics. Researchers interested in replicating or extending these workflows can explore compatible equipment and materials through https://qiyu.hiweishao.com.
FAQ – Open Channel Ceramic 3D Printing
Why do channels collapse during printing?
Due to insufficient support, material flow, or improper curing.
How to improve dimensional control in ceramics?
By optimizing design, controlling shrinkage, and refining process parameters.
Can open channels be printed without support?
Yes, if designed with self-supporting geometries and optimized process conditions.
More articles
Alumina BCC Lattice Ceramic 3D Printing Case Study for Aerospace Research
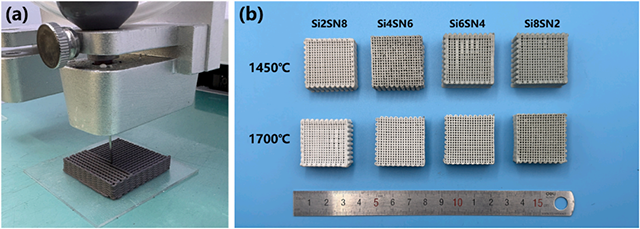
DIW Ceramic 3D Printing Enables Near-Net-Shape Silicon Nitride Implants with <1% Shrinkage
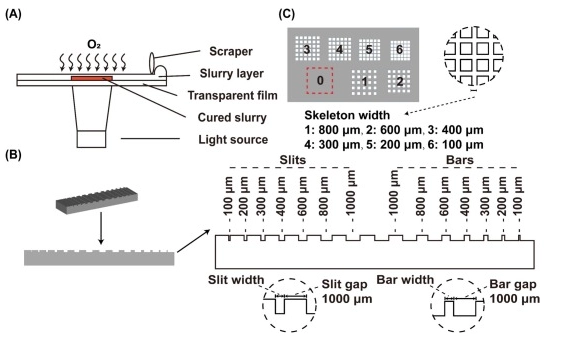
Oxygen Inhibition in DLP Ceramic 3D Printing: Turning a Printing “Defect” into a Sub-500 μm Precision Advantage